Best Hose Reel Materials for Harsh Environments
May 25, 2026 | Hose Reel Applications, Industrial Hose Reels
Introduction
Industrial hose reels are often exposed to moisture, dust, chemicals, high temperatures, and frequent use over long periods. In harsh working conditions, selecting the right reel material is essential for improving durability, reducing maintenance costs, and extending service life. Different materials offer different advantages in corrosion resistance, structural strength, and environmental adaptability. This article introduces the most common materials used in industrial hose reels and their advantages in demanding industrial applications.
1. Powder-Coated Steel Hose Reels
Powder-coated steel hose reels combine strong structural strength with cost efficiency. They are widely used in factory workshops, automotive repair, equipment maintenance, and general industrial environments.
The surface is treated with a powder coating process, which improves wear resistance, impact resistance, and basic rust protection. Compared with standard paint, it provides better durability and adhesion, making it suitable for long-term use in industrial settings.
Main Advantages
- High structural strength
- Good wear resistance and impact resistance
- Basic corrosion protection
- Cost-effective solution
- Suitable for most general industrial environments

Powder-Coated Steel Hose Reel (CY-40/50 Series)
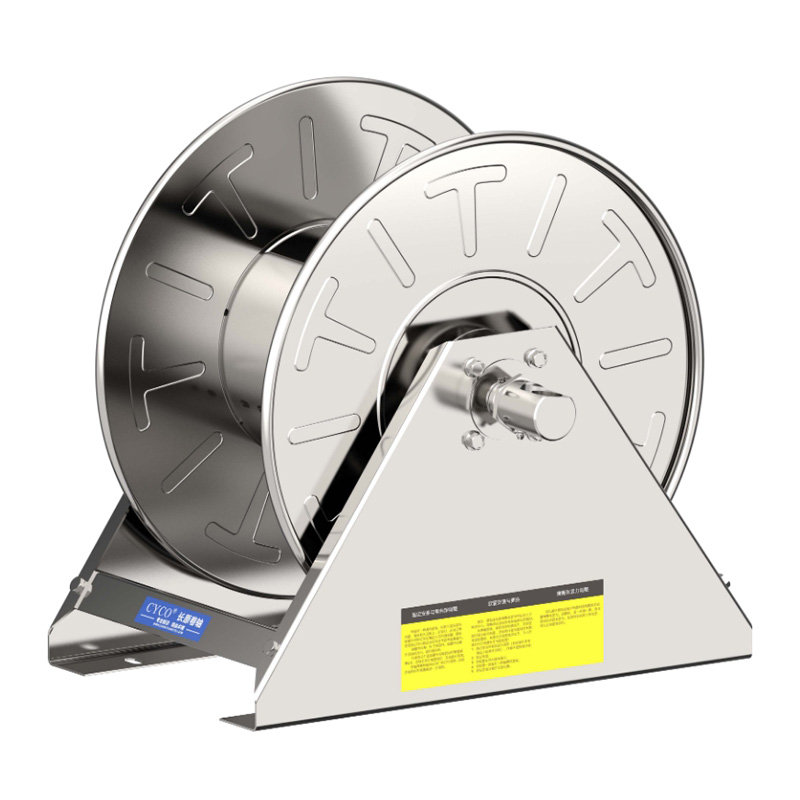
2. Stainless Steel Hose Reels
Stainless steel hose reels offer excellent corrosion resistance and are suitable for humid, high-salt, and chemically aggressive environments. They are widely used in food processing, marine engineering, chemical industry, pharmaceutical production, and outdoor industrial systems.
Compared with standard steel reels, stainless steel provides stronger resistance to rust, easier cleaning, and stable long-term performance even in harsh conditions.
Main Advantages
- Excellent corrosion resistance
- Suitable for high humidity and marine environments
- Easy to clean and maintain
- Strong rust resistance
- Longer service life


3. Aluminum Alloy Hose Reels
Aluminum alloy hose reels are lightweight, corrosion-resistant, and offer good structural strength. They are commonly used in mobile equipment, vehicle-mounted systems, and industrial applications where weight reduction is important.
Compared with traditional steel reels, aluminum alloy versions are easier to install and transport. They also provide good resistance to rust, making them suitable for outdoor and humid environments.
Main Advantages
- Lightweight and easy to install
- Good corrosion resistance
- Suitable for vehicle-mounted and mobile systems
- Clean appearance with good heat dissipation
- Ideal for lightweight industrial applications
4. Polymer Composite Hose Reels
Polymer composite hose reels feature lightweight construction, impact resistance, and corrosion resistance. They are widely used in automotive repair, workshop maintenance, light industry, and general commercial environments.
Compared with metal reels, polymer composite materials do not rust and offer improved handling convenience. They also provide strong impact resistance and safety performance, making them suitable for frequent movement and long-term daily use.
Main Advantages
- Lightweight and easy to operate
- Good corrosion resistance
- Strong impact resistance
- Resistant to rust
- Suitable for daily and light industrial environments

5. Copper and Brass Internal Components
In addition to the outer structure, internal components also play a key role in overall performance. Copper and brass are commonly used in shafts, rotary joints, and flow channels due to their excellent corrosion resistance and stable fluid transfer properties.
Precision copper and brass components reduce wear, improve sealing performance, and ensure smooth and stable air or liquid transmission during long-term operation.
Main Advantages
- Excellent corrosion resistance
- Stable air and fluid transmission performance
- Reduced operational wear
- Improved sealing reliability
- Long-term durability in continuous use
6. Material Selection Based on Working Environment
When selecting an industrial hose reel, material compatibility directly affects reliability and service life. Different environments require different levels of corrosion resistance, structural strength, weight control, and maintenance needs, so selection should be based on actual application conditions.
For general industrial workshops and maintenance environments, powder-coated steel hose reels offer a strong balance between durability and cost efficiency, making them a practical choice for most standard applications.
In humid, high-salt, or highly corrosive environments such as marine engineering, chemical processing, and food production, stainless steel hose reels provide higher protection against rust and corrosion, ensuring stable long-term operation.
For applications where weight is a critical factor, such as vehicle-mounted systems or mobile equipment, aluminum alloy hose reels are a better option. They reduce overall weight while maintaining strength and improving handling efficiency.
For light industrial and commercial environments that require frequent movement and higher safety, polymer composite hose reels perform better due to their lightweight structure and impact resistance, making them suitable for long-term daily use.
In addition, copper and brass internal components can further enhance performance in all conditions by improving the stability and durability of fluid or gas transfer systems.
Conclusion
In harsh environments, selecting the right hose reel material is essential for improving durability, corrosion resistance, and operational reliability. Powder-coated steel, stainless steel, aluminum alloy, polymer composite materials, and copper and brass internal components each offer unique advantages in different industrial applications.
Choosing the appropriate material based on real working conditions helps reduce wear, improve safety, and extend the service life of hose reels.